
Einführung in die Elektrostatik 
Was ist statische Elektrizität?
Das Phänomen "Statische Elektrizität"
- entzieht sich direkter Beobachtbarkeit
- ist spürbar nur über Auswirkungen
Beispiele aus dem Alltag:
- Knisternde Erscheinungen beim An- oder Ausziehen von Textilien
- abgewickelte Folie "klebt" unkontrolliert aneinander
- Blitze bei Gewittern
- Staubpartikel, die sich an einem Bildschirm ablagern
All diese Erscheinungen beruhen auf Elektrostatik, einem Ungleichgewicht von "ruhenden" elektrischen Ladungen in oder auf verschiedenen Objekten und deren Kraft- bzw. Entladungswirkung. Zum Verständnis ist die nähere Betrachtung des mikroskopischen Aufbaus von Objekten und Materialien notwendig. Jeder Körper, jedes Objekt, aber auch jede Flüssigkeit und jedes Gas bestehen aus Atomen und daraus zusammengesetzten Molekülen.

Die Atome ihrerseits bestehen unter anderem aus positiv geladenen Protonen und negativ geladenen Elektronen. Wichtig in der Elektrostatik ist das nach außen "sichtbare" Verhältnis bzw. der zahlenmäßige Unterschied zwischen diesen Ladungen:
a) Anzahl Elektronen = Anzahl Protonen → Atom elektrisch neutral
b) Anzahl Elektronen > Anzahl Protonen → Ion elektrisch negativ
c) Anzahl Elektronen < Anzahl Protonen → Ion elektrisch positiv
Die gleiche Betrachtung gilt für Moleküle und Objekte oder Materialien, die aus diesen Atomen bestehen: überwiegen die negativen Ladungsträger, dann ist der Gegenstand negativ aufgeladen und umgekehrt.
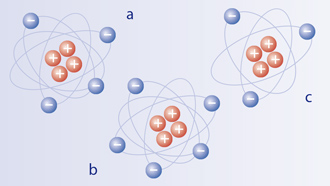
Alle Objekte oder Materialien bestehen aus Atomen
Entstehung elektrostatischer Ladungen
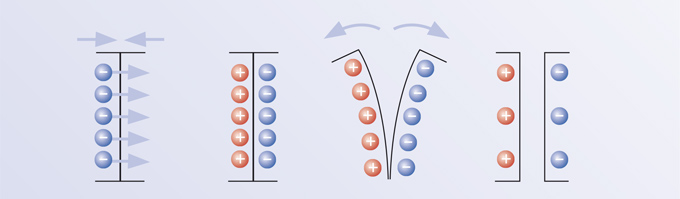
Bei der Entstehung elektrostatischer Ladungen handelt es sich um ein Kontaktphänomen.
-
Bringt man zwei Materialien in engen Kontakt (wenige Nanometer), so verschieben sich die Ladungsträger (Elektronen) im Kontaktbereich über die Oberflächengrenzen hinweg entsprechend den physikalischen Eigenschaften der Materialien. (Übertritt von Elektronen)
-
Werden die Materialien nun wieder voneinander getrennt, so verbleiben die Ladungsträger teilweise an ihrer "verschobenen Position". Das führt bei dem einen Material zu einem Elektronenüberschuss (negative Aufladung) und bei dem anderen Material zu einem Elektronenmangel (positive Aufladung). Diese Vorgänge betreffen sowohl elektrisch leitende Materialien als auch Isolatoren.
Die beschriebenen Effekte betreffen nicht nur feste Gegenstände und Materialien, sondern auch solche in flüssigem oder gasförmigem Zustand.
Weitere Ursachen elektrostatischer Aufladungen:
- hohe elektrische Gleichspannungsfelder (Influenz)
- Verformung und/oder Abkühlung von Gegenständen
- Reibung u. a.
Beeinflussende Faktoren bei der Entstehung elektrostatischer Ladungen
Höhe und Polarität der Aufladung werden beeinflusst durch:
- Art des Materials
- Umgebungsbedingungen (Temperatur, Luftfeuchte)
- Oberflächeneigenschaften (Rauhigkeit)
- Sich wiederholende Vorgänge von Kontakt und Trennung der gleichen Körper können zur Erhöhung der Aufladung führen.
- Die Gesamtstärke einer elektrostatischen Aufladung kann durch das Zusammenbringen vieler aufgeladener Gegenstände beträchtliche Ausmaße annehmen.
- Auch die Geschwindigkeit z.B. beim Trennen der Gegenstände spielt eine Rolle – je höher die Geschwindigkeit, desto höher ist i. A. auch die Aufladung der beteiligten Oberflächen.
Messung elektrostatischer Aufladungen
Elektrostatische Aufladungen führen zu elektrischen Feldern, deren Feldlinien von der negativeren zur positiveren Fläche verlaufen. Alle geladenen Objekte, die sich in einem solchen Feld befinden, oder in ein solches Feld eindringen erfahren eine Kraft, die durch das Feld auf sie wirkt. So kann man beispielsweise auch die „zu Berge stehenden Haare“ erklären, die beim Kämmen frisch gewaschener Haare beobachtbar sind.
Diese Kraft wirkt auch auf Elektronen in elektrischen Leitern und somit kann die verursachende elektrostatische Aufladung über ihre Wirkung durch spezielle Messgeräte quantifizierbar gemacht werden. Solche Messinstrumente werden als Feldstärkemessgeräte oder Elektrofeldmeter bezeichnet.
Die elektrostatische Aufladung wird gewöhnlich in Volt/Meter, also der Einheit der elektrischen Feldstärke gemessen.

Ein bekanntes Phänomen - die "zu Berge stehenden Haare"
Entladung und Eliminierung elektrostatischer Aufladungen
Getrennte Ladungen haben das Bestreben sich auszugleichen:
- Bei leitfähigen, aufgeladenen Materialien wie Metallen fließen überschüssige negative Ladungsträger ab oder fehlende Elektronen zu geladenen Flächen hin, wenn diese mit Masse/Erde kontaktiert werden.
- Geladene Flüssigkeits- oder Luftmoleküle, die mit der Oberfläche in Kontakt treten, liefern fehlende Ladungsträger oder nehmen überschüssige Ladungen auf und führen so zu einer Neutralisierung. (z.B. Erhöhung der Luftfeuchte)
- Ladungsausgleich kann auch innerhalb des Gegenstandes selbst stattfinden, wenn es Bereiche unterschiedlicher Ladungen gibt und der Gegenstand einen endlichen elektrischen Widerstand aufweist.
Achtung: Auch metallische Gegenstände können elektrostatisch aufgeladen werden, solange sie isoliert sind!
Die gezielte Elimination unerwünschter Aufladungen kann durch verschiedene Methoden erfolgen:
-
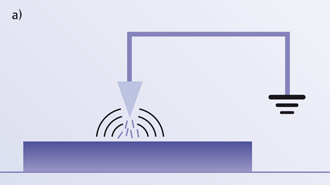
Passive Ionisation: ein mit Erdpotential verbundener elektrischer Leiter, der sehr nahe an dem aufgeladenen Objekt positioniert wird, kann bei entsprechend gewählter Geometrie zur Ionisation von Luftmolekülen führen, die dann beim Kontakt mit der Oberfläche zur Entladung führen. Die Ionisation erfolgt dabei durch ein elektrisches Feld, was sich durch die aufgeladene Oberfläche in Richtung des Ionisators bildet. Passive Ionisatoren könne sehr hohe Aufladungen stark reduzieren, jedoch niemals gänzlich eliminieren.
-
Radioaktive Ionisation: die Erzeugung ionisierter Luftmoleküle wird durch radioaktive Quellen erreicht. Aufgrund der Schwierigkeiten und möglichen Gefahren beim Umgang mit radioaktiven Stoffen wird diese Variante nur in sehr speziellen Fällen angewandt.
-
Aktive Ionisation: Mit einer Hochspannung verbundene Spitzenelektroden sind Ausgangspunkt starker elektrischer Felder, die die umgebende Luft ionisieren. Die erzeugten Luftionen können bei Kontakt mit der aufgeladenen Oberfläche wechselwirken und diese dabei entladen. Da die Erzeugung der Luftionen beim aktiven Ionisator unabhängig vom aufgeladenen Objekt stattfindet, kann dieses bei entsprechender Einstellung im Gegensatz zur passiven Ionisation vollständig entladen werden. Man unterscheidet Wechselstromsysteme (AC) und Gleichstromsysteme (DC) und davon noch unterschiedlich pulsierende Varianten.
-
Antistatika: Überschüssige Ladungen können durch Benetzung mit speziellen flüssigen Medien, sogenannten Antistatika abgeleitet werden. Diese Variante bleibt auf Anwendungen beschränkt, bei denen die Benetzung keine unerwünschten Nebeneffekte für das Objekt hat.

Passive Ionisation
Aktive Ionisation
Applikationen
Probleme durch störende Aufladung und deren Eliminierung
Ausprägungen störender elektrostatischer Aufladungen in industriellen Prozessen:
-
Elektrostatische Verschmutzung: Aufgeladene Staubpartikel oder Partikel die im Produktionsprozess entstehen, werden durch andersartig geladene oder auch neutrale Oberflächen angezogen und verunreinigen diese. Das stellt eine wesentliche Beeinträchtigung für die Weiterverarbeitung dar, verzögert den Fertigungsprozess oder führt sogar zu Produktionsstillständen und Ausschuss. So müssen beispielsweise Oberflächen vor dem Lackieren absolut staubfrei sein, um eine einwandfreie Beschichtung zu erhalten.
-
Elektrostatische Anziehung: Probleme können aufgeladene Gegenstände auch durch die unerwünschte Anziehung untereinander oder mit Maschinenteilen machen.
Beispiel: Materialtransportstörungen -
Elektrostatische Entladungen:
Entladung über den menschlichen Körper:
Meistens kein direkter körperlicher Schaden, aber physisches Unbehagen, Schreckhandlungen resultierend in Unfällen und Verletzungen.Verheerende Folgen fordern unbedingte Vermeidung. Z.B. Arbeitsbereiche mit Lösungsmitteln oder explosiven Stäuben.
Entladungen in der Elektronik- /Mikroelektronikindustrie:
Bereits schwache Entladungen führen zur Zerstörung elektronischer Bauelemente.
Gewünschte Aufladung und deren Erzeugung
Gezielte Aufladung von Oberflächen
- Erzeugung unterschiedlicher Ladungen
- temporäre Verbindung unterschiedlich geladener Flächen
Beispiele
- Fixierung verschiedener Folien aufeinander
- gezieltes Positionieren und Festhalten eines Gegenstandes

Staubpartikel auf einer aufgeladenen Kunststoffoberfläche
Unterschied zwischen AC- und DC-Systemen
Die von Dr. Escherich angebotenen hochspannungsbetriebenen Entladungssysteme können entsprechend ihrem jeweiligen Funktionsprinzip unterschieden werden in:
- AC-Systeme widerstandsgekoppelt
(AC=alternating current, engl. für Wechselstrom) - DC-Systeme gepulst
(DC=direct current, engl. für Gleichstrom)
AC-Systeme
Bei den AC-Systemen wird die Netzwechselspannung durch einen speziellen Transformator auf die benötigte Hochspannung von 5 bis 8 kV transformiert. Diese wird dann an die Elektrodenspitzen des Ionisators angekoppelt. Dadurch werden an den Elektrodenspitzen nacheinander positive und negative Ionen im Takt der anliegenden Netzfrequenz (gewöhnlich 50 oder 60 Hz) erzeugt.
DDie Ankopplung der Hochspannung an die Elektrodenspitzen erfolgt über hochohmige Widerstände. Dadurch sind alle Systeme berührungssicher, es besteht keine Gefahr für den Nutzer beim Berühren der Elektrodenspitzen!
Die robusten und sehr kostengünstigen AC-Systeme benötigen Arbeitsabstände zwischen 20 und 200 mm zur Erzielung einer optimalen Entladungswirkung.
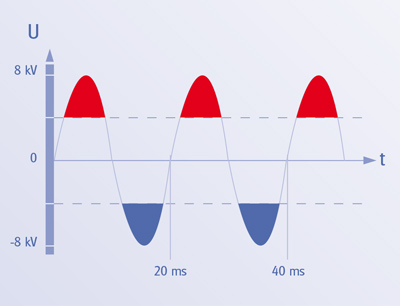
Die an den Spitzen eines AC-Systems anliegende Wechselhochspannung erzeugt alternierend positive Ionen (roter Bereich) und negative Ionen (blauer Bereich).
DC-Systeme
Bei den Dr. Escherich SMART ION DC-Systemen wird an die Elektrodenspitzen der Ionisatoren eine gepulste Gleichspannung im Hochvoltbereich angelegt. Diese hohe Gleichspannung von bis zu 30 kV wird durch eine elektronische Schaltung aus einer 24 Volt Gleichspannung generiert. Damit kann bei der Installation z.B. innerhalb von existierenden Anlagen und Maschinen auf die häufig ohnehin vorhandene 24 V-Niederspannungsversorgung zurückgegriffen werden. Bei dem DC-Systemen SMART ION erfolgt die Hochspannungserzeugung aus der Niederspannung sogar erst im Ionisator, damit können wesentlich dünnere Leitungen verlegt werden, die Installation wird deutlich vereinfacht.
Die Hochspannung wird bei allen SMART ION-Systemen über hochohmige Widerstände an die Spitzen angekoppelt um den maximalen Strom zu begrenzen und damit Berührungssicherheit zu gewährleisten.
Da die DC-Systeme eine wesentlich höhere Entladungsstärke als die AC-Systeme haben, können durch die Systeme SMART ION größere Arbeitsabstände erreicht werden. Geringere Arbeitsabstände als 200 mm sollten bei diesen Systemen dagegen vermieden werden, um eine gleichmäßige Entladung zu erreichen (möglich bei SI100). Da es bei den DC-Systemen im Gegensatz zu den AC-Systemen bei der Umschaltung der Polarität keine Pause in der Ionenemission gibt, sind DC-Systeme auch für deutlich größere Bahngeschwindigkeiten sehr gut geeignet.
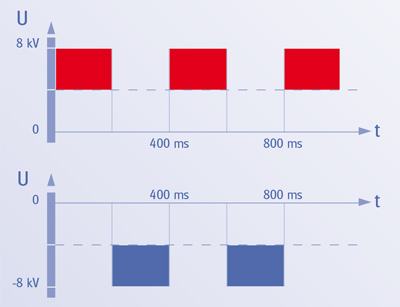
Bei den gepulsten DC-Systemen liegt eine gepulste Gleichhochspannung an, die an den Spitzen mit positiver Spannung positive Ionen (roter Bereich) und an denen mit negativer Spannung negative Ionen (blauer Bereich) erzeugt.
Die beiden Spitzenarten sind im Ionisator jeweils im Wechsel angeordnet. Die Frequenz ist einstellbar. Die Höhe der Hochspannung ist abhängig vom Typ.
Einführung in die industrielle Reinigung
Probleme mit Staub und Partikel
Nicht nur bei der mechanischen Bearbeitung von Bauteilen entstehen Prozesspartikel, sondern auch aus der Umgebungsluft, durch das Bedienpersonal und durch unsachgemäße Verpackung und Transport können sich Staub, Fasern und Partikel auf den Oberflächen der Teile ablagern.
Dies kann zu hohem Ausschuss oder kostenaufwendiger Nacharbeit führen. Durch die immer höheren Anforderungen an die technische Sauberkeit und zur Sicherstellung der Qualität der Produkte ist eine Analyse der praxistypischen Verschmutzungsquellen unumgänglich.
Verschmutzungsarten
Einteilung nach Herkunft
- Fertigungsprozess (Späne, Schleifstaub, Abrieb usw.)
- Betriebsmittel (Abrieb, Verschleiß, usw.)
- Hilfsstoffe (Trennmittel, Gleitmittel, usw.)
- Umgebung (Staub, Ruß, Pollen, usw.)
- Personal (Haare, Fasern, Fingerabdrücke usw.)
- Verpackung (Abrieb, Fasern, usw.)
Einteilung nach Zusammensetzung
- An- oder organische Partikel
- Metalle, Minerale, Keramik, Kunststoff, Naturstoffe
- Fette, Öle
Einteilung nach Aggregatzustand
- Fest
- Flüssig
- Klebrig, pastös
Einteilung nach chemischen/physikalischen Eigenschaften
- Mechanisch (abrasiv, schmirgelnd, schmierend, klebend usw.)
- Chemisch (polar/unpolar, organisch/anorganisch, molekular usw.)
- Elektrisch (statisch aufladbar, magnetisierbar usw.)
- Thermisch (Ausdehnungskoeffizient, Temperaturbeständigkeit, usw.)
- Viskos (Oberflächenspannung, Adhäsion, usw.)
- Aero-/hydromechanisch (Partikelgröße, Angriffsfläche, usw.)
Ausgewählte Partikelarten

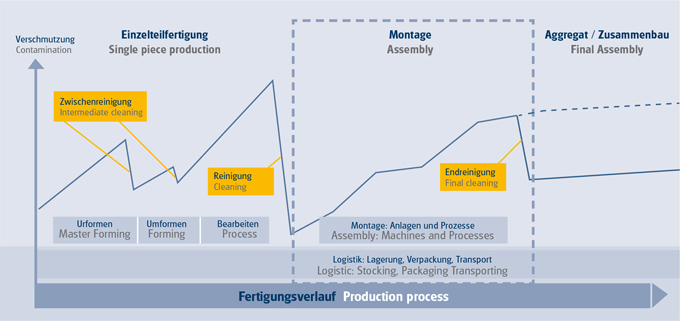
Partikelaufkommen im Fertigungsverlauf
Qualitätsprobleme – Kundenreklamationen, zu hohe Ausschussquoten, erhöhter Nacharbeitsaufwand – oft zeigen sie sich erst in der laufenden Serie, meist während oder nach der Anlaufphase. In vielen Fällen sind Verunreinigungen im Fertigungsprozess die Ursache. Deren Herkunft ist vielfältig: unzureichend gereinigte Vormaterialen oder Schmutzpartikel die im Prozess entstehen, wie Späne, Grate, abgeplatzte Partikel. Hier macht sich der Einsatz einer Vor-, Zwischen oder Nachreinigung sehr schnell bezahlt. Damit bestehende Prozesslayouts beibehalten werden können, bietet Dr. Escherich integrierte Systeme zur Reinigung von Oberflächen an.
Partikelgrößen & Filtrationsmöglichkeiten
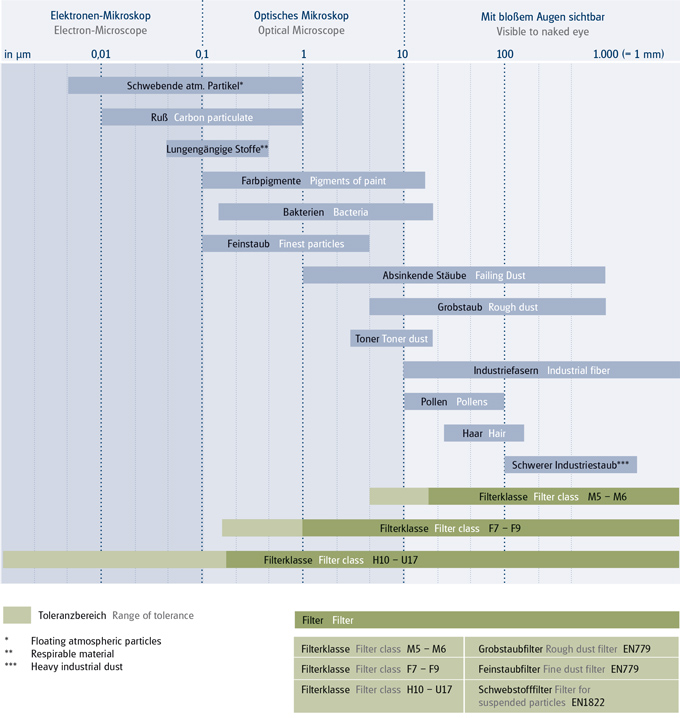
Absinkende Partikel
Grobe Partikel zwischen 50 μm und 1 mm Größe sind noch mit bloßem Auge erkennbar. Hierzu zählen beispielsweise schwerer Industriestaub aus Produktion und Verarbeitung, Haare, Pollen, Industriefasern u.a. Diese werden allgemein als Grobstaub bezeichnet. Kleinere Partikel unter 50 bis 0,1 μm sind bereits nur noch mit einem optischen Mikroskop erkennbar, wie Bakterien, Farbpigmente u.a. Diese werden allgemein als Feinstaub bezeichnet. Diese Partikelgrößen entsprechen den Filterklassen M5–M6, F7 werden aber auch von den deutlich feineren Filterklassen F8–F9 und E10–U17 abgefangen.
Dauernd schwebende Partikel
Partikel, die nicht mehr absinken, sondern dauernd in der Luft schweben, beginnen unter 1 μm Größe. Diese Partikel zählen zu den lungengängigen Stoffen, hierzu zählt Ruß und feiner metallurgischer Staub. Partikel mit einer Größe von mehr als 0,1 μm und unter 10 μm werden von Filtern der Filterklassen F8–F9 abgedeckt, aber auch die Klassen E10–U17 fangen diese Partikel auf.
Feinstpartikel
Unter 0,1 μm sind Partikel nur noch mit einem Spezialmikroskop, wie Elektronen- oder Rastermikroskop erkennbar. Feine Schwebteilchen und Aerosole sind zwischen 0,01 μm und 0,1 μm groß. Um diese Partikel zu filtern, kommen nur noch HEPA- und ULPA-Filter der Klassen E10–U17 in Frage. Unter 0,01 μm werden Partikel teilweise auch bereits von Aktivkohle gefiltert.
Durchführung von Reinigungsversuchen
Die Bauteile der Kunden können im werkseigenen Versuchsaufbau in Bezug auf Reinigbarkeit getestet werden. Dabei wird ermittelt, welches Reinigungsverfahren für den gewünschten Reinigungseffekt geeignet ist. Die Auswahl des erforderlichen Systems zur Beseitigung von elektrostatischen Ladungen und Oberflächenverunreinigungen erfolgt i.d.R. nach der Anwendung, der Bauteilgeometrie und der Partikelhaftung auf der Oberfläche. Eine Vielzahl verschiedener Reinigungssysteme steht zur Verfügung.
Versuchsaufbauten mit kontaktierenden und berührungslosen Reinigungssystemen für ebene oder 3D-geformte Flächen stehen zur Verfügung.
Die Voruntersuchungen sind ein Abbild einer möglichen Reinigung und die Versuchsergebnisse sind ein Annäherung an künftige Reinigungserfolge.
Die Bewertung kann durch Kurzanalyse, z.B. mit einem Mikroskop direkt nach dem Versuch vor Ort oder durch ein externes Labor nach z.B. VDA19 erfolgen. Die Versuchsergebnisse bilden die Grundlage zur Auswahl eine Standardlösung oder einer Produkt- und Kundenspezifischen Anpassung.
Bitte stimmen Sie den Laboraufbau und -ablauf mit Ihrem Ansprechpartner ab.
Versuchsdurchführung
(Für einen reibungslosen Versuchsdurchlauf beachten Sie bitte die nachfolgenden Informationen).
Anzahl der Proben
Die Anzahl der Proben richtet sich nach Art und Beschaffenheit der Bauteile. Bitte stimmen Sie die genaue Anzahl mit Ihrem Ansprechpartner ab.
Grundsätzlich sollten die zu untersuchenden Bauteile aus der laufenden Produktion, unter normalen Bedingungen entnommen werden. Bitte entnehmen Sie die zu prüfenden Bauteile mit geeigneten Handschuhen und verpacken die Bauteile einzeln in einem PE-Beuteln.
Bitte schicken Sie uns die Versuchsteile, sowie Bauteile für eine Vergleichsgruppe, aus gleicher Charge in gleicher Anzahl zu. Proben und Vergleichsgruppe dienen dazu, gereinigte und ungereinigte Bauteile unter gleichen Bedingungen miteinander zu vergleichen.
Bitte fügen Sie zusätzlich 1-2 Anschauungsmuster und ggf. eine Staubprobe hinzu.
Bei Bahnmaterialien, Schüttgütern und anderen Proben stimmen Sie bitte die Menge und Art mit Ihrem Ansprechpartner ab.
Verpackung für Versand
Bitte achten Sie beim Versand der Bauteile auf eine geeignete Verpackung. Es ist darauf zu achten, dass keine zusätzlichen Kontaminationen auf das Bauteil gelangen. Die Testmaterialen sind so zu verpacken, dass möglichst wenig Partikel beim Transport erzeugt werden. Bei Bauteilen erfolgt die Fixierung über den Einsatz von Füllmaterial oder Einzelverpackung (keine direkte Bauteilberührung). Wir empfehlen die separate Verpackung von Bauteilen in sauberen PE-Beuteln. Kartonagen sind als direkte Umverpackung ungeeignet.
Benötigte Begleitpapiere
Bitte fügen Sie den Proben folgende Informationen bei:
Projektname
Proben- bzw. Bauteilbezeichnung oder Bauteilnummer
Bitte vermerken Sie auf den Lieferpapieren Ihre Kontaktdaten sowie Ihren Ansprechpartner bei uns im Haus.
Weitere produktspezifische Informationen listen Sie bitte in dem Begleitblatt, das Sie von Ihrem Ansprechpartner erhalten, auf.
Versand
Bitte schicken Sie die Proben an folgende Adresse:
Dr. Escherich GmbH
Versuchslabor
Lockwitzgrund 100
01257 Dresden
Bitte vermerken Sie auf den Lieferpapieren Ihre Kontaktdaten sowie Ihren Ansprechpartner bei uns im Haus.
Bearbeitungsdauer
Bitte stimmen Sie die Bearbeitungsdauer mit Ihrem Ansprechpartner ab.
Hinweis
Alle im Rahmen der Untersuchung erhaltenen Informationen werden vertraulich behandelt.
Partikelmesstechnik
Ablauf der Partikelmessetechnik nach VDA 19.1
Aufgrund des weitreichenden Applikationsbereiches der Reinigungsmethoden der Fa. Dr. Escherich müssen die Analysemethoden mit Bedacht ausgewählt werden, da teilweise die messtechnischen Grenzen bezüglich Partikelgröße und Partikelanzahl unterschritten werden. Die bestehenden Normen können nicht für alle Anforderungen angewendet werden, dienen jedoch als gute Hilfestellung.
Für die Überprüfung der Wirksamkeit eines Reinigungsprozesses können Bauteilsauberkeitsanalysen genutzt werden. Hierfür wird der Ausgangszustand der Bauteile vor dem Reinigungsprozess erfasst, und mit den Analyseergebnissen nach dem Reinigungsprozess verglichen.
Benötigte Informationen für die Bauteilsauberkeitsanalysen
Vor Beginn der Bauteilsauberkeitsanalysen ist es notwendig, bestehenden Sauberkeitsanforderungen über das zu prüfende Bauteil zu erhalten, um die erforderlichen Untersuchungsschritte festzulegen.
Ablauf einer Bauteilsauberkeitsanalyse
Um die Bauteilsauberkeit bewerten zu können müssen mehrere Schritte nacheinander durchgeführt werden (siehe Grafik Prüfmethoden).
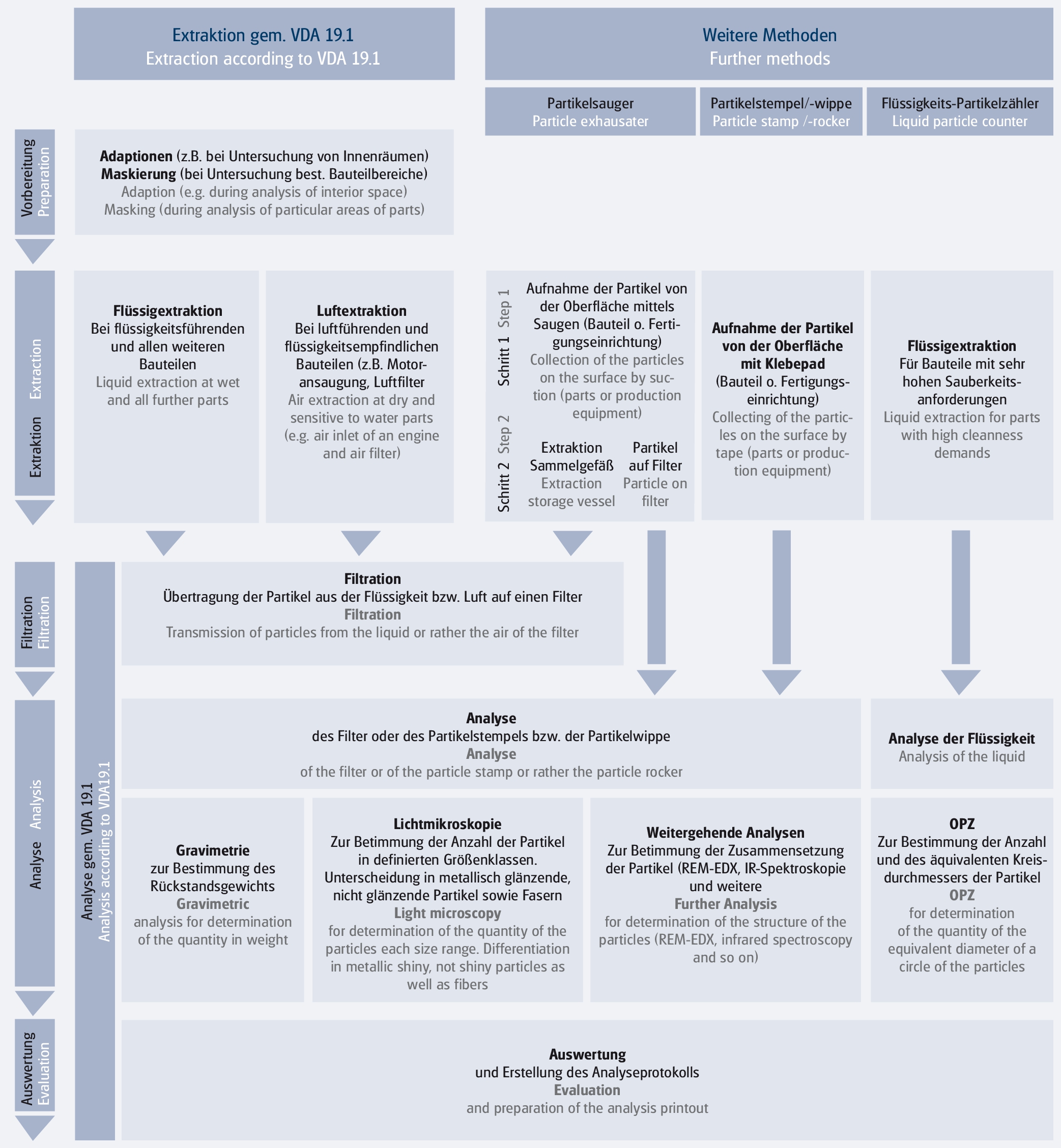
Prüfmethoden
Die 5 Prüfschritte laut Diagramm
1. Vorbereitung
Bei komplexen Bauteilen, deren Innenbereiche oder nur Teilbereiche analysierte werden sollen, kann es erforderlich sein, bauteilangepasste Adaptionen oder Maskierungen anzufertigen. Diese unterstützen dabei, dass Risiko der Verschleppung von Verunreinigungen von nicht relevanten Bauteilbereichen, in das Analyseergebnis zu minimieren.
2. Extraktion nach VDA 19.1
Durch einen Reinigungsschritt mittels eines Prüfmediums werden die partikulären Verunreinigungen von den Prüfbauteilen abgelöst. Grundlegend muss bei der Extraktion berücksichtigt werden, mit welchen Medien das Bauteil in seinem späteren Anwendungsgebiet in Kontakt kommt und ob die Beständigkeit des Bauteilmaterials gegenüber dem Prüfmedium gegeben ist. Es kann mit Flüssigkeit oder Luft extrahiert werden, oder es können andere Prüfmethoden zur Anwendung kommen.
VORBEDINGUNGEN DER EXTRAKTION
Um sicher zu stellen, dass die Bauteilsauberkeit richtig bewertet wird, gibt es zwei Vorbedingungen. Es ist zum einen erforderlich, die Prüfeinrichtungen mittels der Blindwertprüfung auf Ihre Eignung hin zu untersuchen, des Weiteren müssen die Extraktionsparameter für jedes Bauteil mittels einer Qualifizierungsuntersuchung auf Ihre Wirksamkeit untersucht werden.
ERMITTLUNG DES BLINDWERTES
Der Blindwert beschreibt den Gesamtwert der Verunreinigungen, die durch das Prüfumfeld, das verwendete Equipment und durch die Handhabung des Prüfbauteils während der Prüfung in das Gesamtergebnis mit einfließen können, aber nicht direkt vom Bauteil stammen. Vor jeder Bauteilsauberkeitsanalyse ist eine Überprüfung des Blindwertkriteriums erforderlich um sicherzustellen, dass die gestellten Anforderungen erreicht werden können. Dieses Blindwertkriterium richtet sich nach den jeweiligen Sauberkeitsanforderungen. Dies hat zur Folge, dass mit steigenden Anforderungen, ebenfalls die Anforderungen an das zu verwendende Prüfequipment und an die Prüfumgebung steigen. Je weniger Partikel bei einem Produkt zugelassen werden, desto größer ist das Risiko der Beeinflussung des Analyseergebnisses durch Partikel, die während der Prüfung auftreten aber nicht vom Bauteil stammen.
QUALIFIZIERUNG DER PRÜFPROZEDUR
Eine Qualifizierung der Prüfprozedur dient dazu, die für das Bauteil geeignete Extraktionsprozedur zu ermitteln und zu bestätigen, dass die auf dem Bauteil befindlichen relevanten Partikel vollständig erfasst werden. Ohne Qualifizierung der Prüfprozedur ist nicht sichergestellt, dass alle relevanten Partikel – und nur diese, und nicht zusätzliche Auslösungen aus der Produktoberfläche – abgelöst und erfasst werden. Mit der Qualifizierung wird auch die Prüfvorschrift erarbeitet, in der alle relevanten Parameter des einzusetzenden Extraktionsverfahrens festgeschrieben werden gemäß derer die Bauteile geprüft werden.
EXTRAKTION MITTELS FLÜSSIGKEIT
Die Extraktion mittels Flüssigkeit ist das Mittel der Wahl, wenn es um flüssigkeitsführende Bauteile geht. Partikel werden zum einen durch mechanische, aber auch durch chemische Effekte abgelöst. Bei der Auswahl des Extraktionsmediums muss die Vorgeschichte des Bauteils berücksichtigt werden, da Begleitverunreinigungen (bspw. Kühlschmierstoffe, Konservierungsmittel, Waschmedien und Betriebsstoffe) das Anhaften der partikulären Verunreinigungen verstärken.
EXTRAKTION MITTELS LUFT
Luft als Prüfmedium wird bei Bauteilen verwendet, die während Ihrer Herstellung oder auch in Ihrer späteren Funktion nicht mit Flüssigkeiten in Kontakt kommen, bzw. durch Flüssigkeiten beschädigt werden könnten. Dies können Elektronikkomponenten, aber auch Bauteile des Motoransaugtraktes wie bspw. der Luftfilter sein. Wenn bei diesen Bauteilen auf die chemisch/physikalische lösende Wirkung der Flüssigkeit verzichtet werden kann, ist die Extraktion mittels Luft eine sehr gute Alternative zu den flüssigkeitsbasierenden Extraktionsverfahren.
3. Filtration
Vorgelagert wurde bereits der Begriff der Analysefilter erwähnt. Um die in den Extraktionsmedien vorhandenen Partikel, gravimetrisch bzw. mikroskopisch analysieren zu können, müssen diese auf einen Analysefilter übertragen werden. Standardmäßig werden Filtermembranen mit einem Durchmesser von 47mm mit unterschiedlichen Maschen-/ Probegrößen verwendet. Die Auswahl der Maschen-/Probengröße richtet sich nach der kleinsten zu erfassenden Partikelgröße.
4. Analyse
Für die Bestimmung der Partikelfracht, der Partikelgröße und der Anzahl an Partikeln je Größenklassen können unterschiedliche Analyseverfahren zum Einsatz kommen.
Bereits im Vorfeld ist es wichtig zu wissen, welche Informationen man durch die Analyse erhalten möchte, da dies maßgeblich für die Auswahl des Analyseverfahrens ist.
WEITERE ANALYSEN:
Weitere Analysemethoden sind z.B. Rasterelektronenmikroskopie und Flüssigkeitspartikelzähler.
5. Auswertung
Bei der Auswertung der Analysedaten wird üblicherweise die Anzahl Partikel pro Größenklasse angegeben. Die Größenklassen sind in der VDA 19.1 festgelegt oder werden vom Kunden vorgegeben.
Außerdem wird die Partikelanzahl pro Größenklasse auf eine normierte Bauteiloberfläche von 1000 cm2 bezogen. Dies erleichtert die Vergleichbarkeit der Technischen Sauberkeit zwischen unterschiedlich großen Bauteilen.
Zudem wird häufig zusätzlich der größte Partikel angegeben. Hierbei ist jedoch zu beachten, dass die Länge des größten Partikels starken Schwankungen unterliegt.
Empfehlenswert ist die Bewertung der Sauberkeitsqualität einer Oberfläche über die Summierung der Partikelanzahl über mehrere Größenklassen, z.B. alle Partikel > 50 μm.
Hinweise zur Partikelmesstechnik
Technische Sauberkeit
Bei der Technischen Sauberkeit von Bauteilen ist zu beachten, dass es sich dabei nicht um ein Bauteilmerkmal handelt (wie z.B. ein Maß), sondern um einen Zustand. Der Unterschied zwischen Merkmal und Zustand ist der, dass ein Merkmal gezielt hergestellt werden kann. Ein Zustand hingegen kann zwar angestrebt werden, aber nicht gezielt hergestellt werden.
Wie viele Bauteile bzw. welche Bauteiloberfläche wird für die Prüfung benötigt?
Aufgrund der Blindwertproblematik sind für die Analysen mindestens 200 cm2 Bauteiloberfläche notwendig. Es können hierfür also bei kleinen und sehr sauberen Bauteilen mehrere Bauteile notwendig sein. Um ein statistisch aussagekräftiges Ergebnis zu erhalten, ist es zudem sinnvoll, die Prüflosgröße auf die Größe der Fertigungschargen abzustimmen.
Bei geringeren Bauteiloberflächen als den empfohlenen 200 cm2 ist eine Analyse grundsätzlich möglich, jedoch mit erhöhten Aufwänden bezüglich Sauberkeit des Extraktionsequipments und der Extraktionsumgebung.
Umgang mit Fasern
Die Beeinflussung von textilen Fasern in Fertigungsbereichen ist nur mit Hilfe von reinraumartigen Umgebungsbedingungen realisierbar. In der Automobilindustrie werden Fasern und Flusen aufgrund ihres geringeren Schädigungspotentials üblicherweise nicht reglementiert, jedoch in den Analyseergebnissen mit dokumentiert. Bei der Notwendigkeit Fasern korrekt zu erfassen und zu zählen, ist analysetechnisch aufgrund der Blindwertproblematik ein höherer Aufwand notwendig als in VDA 19 Teil 1 beschrieben. Daher muss dies im Vorfeld der Prüfung mitbetrachtet werden.
Es ist wichtig, dass Fasern bei den Analysen richtig erkannt und kategorisiert werden. Aufgrund Ihrer Länge von bis zu mehreren Millimetern, würden nicht richtig erfasste Fasern dazu führen, dass Sauberkeitsanforderungen nicht eingehalten werden.
Umgang mit Partikeln < 50 μm
Für Partikel < 50 μm sind die in der VDA 19.1 beschriebenen Prüfverfahren nur bedingt geeignet, da es schwierig ist, einen entsprechend niedrigen Blindwert zu gewährleisten. Um diesen niedrigen Blindwertforderungen gerecht zu werden, müssen größere Anforderungen an das verwendete Equipment und vor allem an die Prüfumgebung (Reinraumbedingungen) gestellt werden. Hierfür kann es erforderlich sein, Reinstarbeitsplätze zu schaffen (Flow-Boxen) und die Oberflächen im Labor, die mit Extraktionsflüssigkeiten in Berührung kommen, auf ein Minimum zu reduzieren.
Umgang mit komplexen Bauteilen
Bei geometrisch komplexen Bauteilen, komplexen Baugruppen, oder bei Bauteilen, die bei der Prüfung aktiv betätigt werden müssen, gilt es zu beachten, dass die Sauberkeitsanalysen sich sehr aufwändig gestalten können. Zum einen kann es erforderlich sein, zusätzliche Hilfsmittel wie bspw. Aufnahmen, Halterungen, Manipulatoren und Adaptionen zu verwenden. Diese Komponenten müssen häufig speziell für das Prüfbauteil angepasst/gefertigt werden. Ebenfalls kann der Zeit- und Medienbedarf für große Bauteile mit mehreren oder großvolumigen Innenbereichen ansteigen. Bei all diesen Aufwendungen muss aber sichergestellt werden, dass die geforderten Blindwertkriterien eingehalten werden. Auch muss beachtet werden, dass bei der Extraktionsprozedur Partikelverunreinigungen in Hinterschnitten schwer erfasst werden können.
Unterschiede in der Partikelvermessung
Aufgrund unterschiedlicher Messprinzipien können die Analyseergebnisse unterschiedlicher Messverfahren nicht direkt miteinander verglichen werden. Bei den mikroskopischen Verfahren (lichtmikroskopisch und rasterelektronenmikroskopisch) erfolgt die Größenmessung des Partikels mittels Feretmax Kriterium um die tatsächliche Länge des Partikels zu bestimmen. Messsysteme die nach dem Abschattungsprinzip arbeiten, erfassen die Größe des Partikels mittels dem äquivalenten Kreisdurchmesser. Die Abschattungsfläche wird in eine Kreisfläche umgerechnet und dann der Durchmesser des Kreises als Partikelgröße angegeben. Bei Kleinstpartikeln ist dies nicht kritisch, da mit sinkender Größe Partikel immer kompakter (runder) werden.
Über uns
KIST + ESCHERICH GmbH optimiert die Produktion international bekannter Hersteller durch Vermeiden und Beseitigen von störenden Partikeln auf Oberflächen.
Wir sind spezialisiert auf Oberflächenreinigung & Bahnreinigung, Entstaubung, Partikelreinigung, Teilereinigung & Bauteilreinigung, sowie Reinigungsanlagen & Reinigungsmaschinen mittels Elektrostatik, Ionisation & Entladung von Bauteilen. Anreicherung von Laminar Airflow.
Im speziellen auf die Entfernung von Staub, Partikel, Fasern & Produktionsrückstände von Baugruppen, Bauteile, Kleinteile, Komponenten, Kunststoffteile, Industrieteile, Dekorteile, Folie, Materialbahn & Bahnen, Platten, Bögen, Leiterplatten, PCB, Stecker, Platinen, Tray, KLT-Behälter, Blister, Packmittel, Werkstückträger, Transfersysteme, Förderband, Transportband, Bandförderer.
Lösungen bei Anforderungen aus der VDA19 wie Sauberkeitsanalyse, Restschmutzanalyse und weitere Antworten auf dem Gebiet der Technischen Sauberkeit.
Durch unsere Lösungen entfernen wir Partikel, verbessern die Produktqualität und senken die Ausschussraten.
KONTAKT
KIST + ESCHERICH GmbH
Höglwörther Straße 1
81369 München • Germany
![]() +49 89 318 555-0
+49 89 318 555-0
NEWSLETTER
Mehr erfahren Sie durch unseren Newsletter